
Introduction:
Definition of super finishing:
Superfinishing, also known as Micro-finishing, Micromachining, and Short-stroke honing, is a metalworking process that improves the surface finish of a metal component.
During the superfinishing process, a rotating abrasive tape or stone with an ultra-fine grain removes the residual amorphous layer left from the previous processes.
Superfinishing can generate a surface roughness average as low as Ra 0,02µm. These super finishes achieve the highest performance ratings: Friction, Heat, Noise, and Wear.
Superfinishing process includes: Lapping, Honing, Burnishing, Polishing and Buffing
Significance of Super Finishing on the Product Quality:
Superfinishing can improve the quality of a product by:
- Increasing part life
- Decreasing wear
- Improving dimensional accuracy
- Improving sealing capabilities
- Reducing friction
- Improving corrosion resistance
- Improving aesthetic appeal
Superfinishing is often required for engine components.
The aerospace industry also utilizes superfinishing to improve the lifespan of gears and other components, reducing the need for repairs.
Understanding Super Finishing Techniques:
Types of Superfinishing Process:
- Honing
- Lapping
- Burnishing
- Buffing
Honing:

Honing is a metalworking process that uses an abrasive grinding tool to improve a workpiece’s surface quality and dimensional accuracy. It’s a combination of grinding and drilling.
Abrasives, in the form of sticks mounted on the mandrel with a grit size of around 80 to 100 mesh size, are used for the honing operation. The tool utilized in this process is called a hone or honing stone. Typical abrasives used to make honing stones are Corundum, Silicon carbide, CBN, and Diamond.
During the honing process, an abrasive grinding stone or wheel scrubs against the workpiece along a controlled path. The stone or wheel rotates and reciprocates within the bore under controlled pressure.
In honing, a honing stone or abrasive tool removes small amounts of material from the inner surface of a cylindrical workpiece, such as an engine cylinder or a hydraulic cylinder. Oil-based coolant is used in the process of honing.
The surface finish we get from honing is around 0.025 to 1.5 µm (Micron).
Common applications of honing include engine cylinders in automotive manufacturing, critical components in the aerospace industry, hydraulic and pneumatic cylinders, medical devices, pumps, valves, gun barrels, dies, molds, ship engine parts, and small engine cylinders.
Lapping:
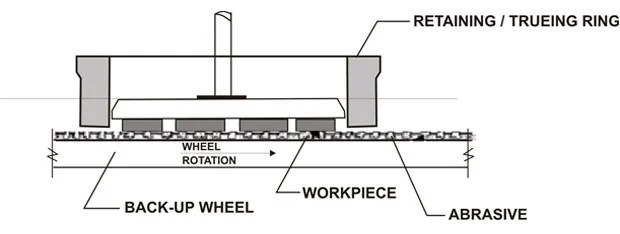
Lapping involves the use of a loose abrasive in a liquid or paste form.
The operator brings the workpiece and the lapping tool, known as a lap or lapping plate, into contact with each other under light pressure. The abrasive particles embedded in the lapping tool remove material from the workpiece surface.
During lapping, operators or machines rub two surfaces together with an abrasive in between. Operators or machines can perform the rubbing action manually or mechanically. Operators apply the abrasive using a carrying vehicle, like lapping oil, onto a hard surface.
There are two types of lapping processes: Diamond and Conventional. Either type of lapping process can produce flatness results down to 0.0003mm.
The size of the Abrasive grit used in the lapping process varies from 120 to 1200 mesh. The abrasives are mixed with certain suitable oils or greases called motor.
The smallest amount of material is removed from a lapping process of approximately 0.025mm.
The smallest amount of material is removed from a lapping process of approximately 0.025mm.
The surface finish we get from lapping is around 0.08 to 0.25 µm (Micron).
In various industries, lapping is a common method used to finish optical components, precision bearings, and other parts where extremely flat surfaces and tight tolerances are essential. The semiconductor industry also utilizes lapping for wafer flattening.
Burnishing:

Burnishing is a metalworking process that uses a hard tool to rub against a surface to create a smooth, shiny finish. The tool can be a ball or roller. It is a cold surface plastic deformation process.
Burnishing can occur on any sliding surface if the contact stress exceeds the yield strength of the material.
Manufacturers use it as a chemical surface treatment to blacken metal parts.
This process forms a black protective layer (iron oxide FE3O4) that prevents corrosion. The metal acquires a glossy blue-black color.
The optimal burnishing amount for S45 material is 0.04 to 0.07 mm. When the burnishing amount exceeds that amount, the surface roughness deteriorates.
The burnishing process achieves a minimum roughness at speeds ranging from 151 to 319 rpm.For a burnishing force of 400 N, there exists a critical burnishing speed at which all graphs pass.
Burnishing can create a surface roughness of 0.8 mm to 2.5 mm. The minimum surface roughness can be 0.086 µm. The best surface finish using a combined burnishing tool was 0.35 Ra.
Application of Burnishing operation: Cutting tools, Turbine blades, Airfoils, Curved pipes, Optics, and Needles.
Buffing:

It is a superfinishing process that uses a cloth wheel impregnated with loose abrasives to smooth a workpiece’s surface.
Buffing typically serves as the final step in a process, creating surfaces that are extremely fine, smooth, highly reflective, and mirror-like.
After polishing, operators perform buffing to provide a high luster to the polished surface. They use buffing to shine metal, wood, or composites.
When performing an operation, we attach the wheel to the tool holder. As the operation starts, it rotates at a speed of 32.5 – 40 m/s.
The surface finish we get from lapping is around 0.05 to 0.4 µm (Micron).
Various sectors, including automobiles, motorcycles, boats, bicycles, commercial and residential hardware, and more, utilize the buffing process to eliminate scratches, oxides, and coatings from workpiece surfaces. Manufacturers apply this method to components such as roller bearings, connecting rods, pistons, and many others.
Advantages of Superfinishing Processes:
- Improved surface finish
- Tighter Tolerances
- Extended component life
- Improved Lubrications
- Fatigue Resistance
- Less Friction and wear
- Increased Durability of part
- Quieter Operation
Disadvantages or Challenges of Superfinishing Operations
- Cost: Superfinishing requires pre-operations like grinding, turning, shaping, or milling, which increases the overall cost.
- Cutting efficiency: Superfinishing has a lower cutting efficiency because of smaller chips and a lower material removal rate.
- Time and equipment: Superfinishing can be expensive because of the increased time and other equipment needed.
- Surface finish: Unlike polishing, the surface of super-finished metal surfaces does not have a mirror-like quality.
- Tools: The tools used are soft and wear more quickly.
- Labor: Superfinishing can be time-consuming and labor-intensive.
Conclusion:
When it comes to making metal parts, superfinishing is like magic. It involves careful techniques like honing, lapping, burnishing, and buffing, which make metal pieces incredibly smooth and high-quality.
In simple terms, superfinishing shows how smart people and their hard work can make things perfect in the manufacturing world. As industries progress, using these special techniques will keep making top-notch products that work really well. It’s all about creating things that are excellent and work great for people all around the world.
Thank you for reading! To read more about the finishing processes click here
To read more blog about manufacturing processes used click below.
Very informative Blog.